Firing Methods | Part Three
Electric Kiln-Fired Mokume Gane
by James Binnion

Necklace by James Binnion. Silver, copper, brass, and 18K gold. Photo: George Post.
Electric Kilns Offer Control and repeatability
With the advent of digital temperature-controllers, it has become possible to make mokume gane in a different fashion. Digital temperature control allows a kiln to be set to an exact temperature and held at that point, plus or minus a couple of degrees. This precise control allows for very long heat-soaking times without the danger of melting the billet. Diffusion of one metal into another over this long time-period allows for an even, strong, bonding of the laminate.
Background
To understand the difference between the traditional mokume lamination process and the electric kiln-fired method it is necessary to know something of how the lamination process occurs. In both processes, the sheets of the metal to be laminated are cleaned, stacked, and compressed between a pair of steel plates.
In the traditional process, the resulting stack is put in a kiln or forge that is fired by charcoal, coal, or gas (like Steve’s mini-kiln). It is heated until the metal has a shiny look or "flash" on its surface. It is then removed from the kiln and probably given a quick forging to solidify the bond. The whole key to the welding of the layers is this "flash." If the billet is removed from the kiln before the flash, it is unlikely that a strong bond will occur; if it is left in too long after the flash, the laminate will likely overheat leaving you with a puddle of moku-melt instead. So, you must watch the billet with an eagle-eye to ensure that you act at the proper moment.
Now, the flash is a curious thing: the metal looks shiny like it is molten, but it is still solid! The truth is that some of the metal in the stack is molten and this is what fuses the layers in the stack together. Now how can you have molten metal in the stack and not have it collapse into a puddle? To understand this requires a brief excursion into metallurgy.
A pure metal, like fine silver or 24k gold, melts at a specific temperature which we normally call the melting point. In metallurgical terms, the temperature where a metal becomes liquid is the liquidus point and the temperature where upon cooling it becomes solid is called the solidus point. If a pure metal is heated to a temperature one degree less than the liquidus, it is still solid; as soon as it is heated above the liquidus, it becomes liquid. Conversely, when the metal is cooled to just above the solidus, it is still liquid and as it cools to the solidus point, it transforms to a solid once again.
In many alloys, the individual metals combine so that all of the crystals have the same composition. For instance, if you make an alloy of 60% silver and 40% gold, every crystal in the alloy will be composed of 60% silver and 40% gold. In metallurgical terms, they are a uniform solid solution. Silver and gold are mutually soluble and will form a uniform solid solution in any ratio. A uniform solid solution behaves like a pure metal in that its solidus and its liquidus are the same temperature.

Silver and copper, however, are a totally different story. In an alloy of silver and copper, the solidus and liquidus temperatures can be tens or even hundreds of degrees apart. As an example, sterling silver will become shiny and start to melt at 1432°F (778°C) and not reach liquidus until 1639°F (892°C). In cooling from a liquid state, it will not reach solidus until 1432°F. This behavior is due to the fact that, in sterling silver, the individual elements are not uniformly distributed. There are some crystals in the alloy that are made of 94% Ag (silver) and 6% Cu (copper), some that are 94% Cu and 6% Ag, and the remainder is 72% Ag and 28% Cu.
The 72Ag/28Cu crystal liquidus point is 1432°F, the 94Cu/6Ag crystal liquidus point is near the melting point of pure copper and 94Ag/6Cu crystal melts at a little higher temperature than 1639°F. As you heat the alloy beyond 1432°, the 72Ag/28Cu crystals melt but the 94Ag/6Cu crystals and the 94Cu/6Ag crystals are still solid. The alloy retains it shape but now is composed of a liquid contained in a solid crystal matrix. In metallurgical terms, you have both a liquid phase and a solid phase at that particular temperature. How much is liquid and how much is solid changes with temperature. As you continue to heat the alloy, the silver can hold more copper in solution and the solid crystals dissolve. Once the temperature reaches 1639°F, all of the crystals are in the liquid phase.
We can now talk about what happens when the mokume billet is heated to the point where the surface appears shiny. At this temperature, there are some crystals that have reached their liquidus and have melted. If the conditions are right (clean metal surfaces and no oxygen present) they will flow, or wet the surfaces of all the sheets. When the low-melting-point crystals melt, they flow out of the crystal matrix and cover a much larger area. They are drawn by capillary attraction to fill the gaps between the sheets and cover all the exposed surfaces, just like silver solder will on a very clean piece of metal. This leaves a porous matrix of the higher-melting-point crystals behind. This porous area will be a very weak location in the laminate. To correct this, the billet must be forged lightly to compress this area when it is first brought out of the kiln. This helps to fuse the porous area into a denser, stronger structure. If this is not done, the porous area will be a potential spot for delamination later on in the process.
In traditional firing methods, to judge the right time to remove the stack from the kiln or forge requires some skill and experience. Some combinations of metals are easier to work with. This is partly due to the wide range between solidus and liquidus of one or more of the alloys in the stack. In an alloy with a wide melting range, the lower-temperature phase will melt and flow creating the flash, but there will still be a somewhat solid structure to the sheets from the unmelted higher-temperature phases. If there is a narrow melting range, then, by the time you see the shine of sweating, the whole alloy is about to melt. It is also much harder to laminate larger stacks of metal due to the difficulty in maintaining a uniform heating of the stack. You may have the outside edges to the proper temperature, but the inner areas are still too cold to join. In ancient Japan, there was no choice; you would use your charcoal forge and just have to master all of the difficulties of the technique.
Today, digitally-controlled electric kilns allow you complete control over the time and temperature of the firing process. With these two variables controlled, you can be more successful in your lamination and work on a larger scale.
There is a major difference in the way lamination is achieved with the electric kiln from that of more traditional methods. The metal is never heated to the liquidus of any of the component phases of any of the alloys involved. Instead, the metal is heated to just under the liquidus and held there for several hours. Now that you have a tool that allows this precise control, how do you choose the right temperature? To figure this out, we need to discuss a little more metallurgy.
In metallurgical terms, the annealing point is also known as the re-crystallization point. One of the things that happens when metals are raised to this temperature, is that the stress put on the metals by cold-working such as forging, rolling or drawing it is relieved. We are interested in another aspect of this phenomenon. When a pure metal, or alloy, is heated to this point, the crystals in it start to grow again. If two or more sheets of clean, oxide-free metal are put in close contact with each other, and the temperature of the sheets is above the re-crystallization point for the metals involved, crystals will grow across the boundary between them. Atoms of each metal present in the sheets will travel by diffusion from one to another. As the atoms move, they will group together in regular formations that are determined by the relative size of the atoms and the quantity of each type of atom present. This regular formation of atoms is known as a crystal. If the stack were left at this temperature long enough, it would become a uniform alloy of all the metals in the stack (this takes a long, long time). Normally, the diffusion area in mokume is much less than one-thousandth of an inch. The composition of the crystals in the diffusion area changes, depending on how fast each type of metal atom moves relative to the other types of atoms present. It is this growth of new crystals at the point of contact, between the sheets, that bonds them together.

To determine the proper lamination temperature, you need to know the temperature of the lowest-melting alloy of any of the combined metals that are touching each other in the stack. This does not mean the lowest melting point of a sheet of metal in the stack. Let’s use as an example the laminating of copper and fine silver. We know copper melts at 1981°F (1083°C) and fine silver at 1761°F (960°C); but if you set your kiln to 1700°F (926°C) you will come back to a puddle of molten metal! The thing to understand is that an alloy can melt at a temperature lower than the melting point of any of the metals that are in it. In the case of silver and copper, the lowest-melting point alloy is one made of 28% silver and 72% copper; it melts at 1432°F (778°C). This alloy is called the eutectic alloy. It is the lowest melting alloy of silver and copper, and it acts like a pure metal in that it goes from solid to liquid without an intermediate melting stage. Some of the copper and silver molecules will form this alloy and melt if you put them in close contact and heat them to 1432°F. Metallurgists have many charts that show the melting points of two or more element combinations, which are called phase diagrams. Shown here is a ternary (three elements) phase diagram for gold, silver, and copper.
Phase diagrams for all kinds of metal combinations can be found in metallurgy textbooks in a college library. They can also be found on the Internet. Using a phase diagram is the most accurate way to figure out the temperature for lamination. By looking at the melting points for a lot of known alloys, you can make a guess that will get you close. For example, if you look at the melting points of gold, silver, and copper alloys on a ternary phase diagram you find that the lowest melting point is about 1432°F (778°C) So, you can be certain that any other combination of gold, silver and copper will not melt at less than 1432°F. Therefore, if you set the kiln at 1400°F (760°C), you will find that gold/silver/copper alloys will laminate successfully without melting. I generally set the kiln controller for 30°-50°F below the solidus temperature in case the kiln does not heat evenly or hot spots develop that could cause localized melting.
Equipment
Most of the equipment needed to prepare and kiln-fire mokume is found in a well-equipped metalsmith’s studio, but there are some items you may not have that are listed below.

An inexpensive digital kiln suitable for mokume. Photo courtesy of Paragon Industries.
The Kiln:
The first item you must have is an electric kiln with a digital controller that will allow you to set it to an exact temperature and maintain it. These kilns can hold the set temperature to within a couple of degrees Fahrenheit. Gas kilns typically are not used because they cannot be easily or inexpensively regulated to hold an exact temperature.
There are three basic parts to the digital controller system. The first is the digital control itself. This is a special purpose microprocessor that reads the temperature inside the kiln using a sensor and sends a signal to an electronic switch that turns the kiln heating elements on and off to hold the desired temperature. A type "K" thermocouple is the most common sensor. It can reliably measure from room temperature to over 2000°F. The switch can be either a relay or a solid-state device that is used to turn the heating elements on and off. The purchase price for the components to do this should be less than $300. It is possible to retrofit an existing electric kiln with a digital control. The retrofit should not be considered a do-it-yourself project unless you are familiar with the safe installation of electrical components. You should have a qualified electrician do the retrofit for you.
A Blower:
I use this to dry the sheets of metal after they are cleaned. It is important to quickly dry the wet metal to keep it from being oxidized by the water. I use an inexpensive shop vacuum cleaner that is only used for this purpose. The hose is connected to the outlet of the vacuum cleaner and used to supply a high velocity stream of clean cool air. You can also use a blow dryer with the heater turned off. If left on the heat will speed the oxidation process, so don’t use it. Do not use air from a compressor, as this will contain small amounts of oil and water and will contaminate the metal.
Materials
Pumice:
Pumice or a commercial scouring powder for cleaning copper and stainless steel pots and pans, like Clean King, is used to clean the metal sheets prior to stacking the billet.
Granular Charcoal 4-12 mesh:
This is the type of charcoal used in aquarium filters that you can get at pet supply stores. It is also available from laboratory supply companies at a higher price. Regular charcoal for the grill can be used, but you must break it up to approximately 1/4" size and this is very messy.
ScotchBrite:
ScotchBrite pads are used to scrub the metal sheets along with the pumice to clean them.

Photo: Theresa Binnion.
Torque Plates:
These are the two steel plates that are used to apply clamping force to the stacked metal you are laminating. I typically use plates that are between 1 inch- and 3/4 inch-thick and just large enough for the stacked material to fit between the bolts.
I grind the faces of the plates flat using a disc sander before every use to remove the oxides and indentations made by the previously fired billet. I am able to reuse them many times before they get too thin. When they are less than 3/4 inch thick, they tend to bend too much under the high temperature and pressure in the kiln, and should be replaced.
Nuts & Bolts:
You will need nuts & bolts to clamp the torque plates together and hold them under pressure in the kiln. I have found that 1/2" diameter bolts work well. The bolts should be at least 1/2" longer than the combined thickness of the torque plates and the metal to be laminated, so that you will have enough room for the nut. You will also need two wrenches for tightening the nuts and bolts.
Barrier Coating:
A barrier coating is painted on the torque plates to keep the mokume billet from bonding to the steel plates. Use yellow ocher mixed with water and a little Elmers glue to help it stick to the steel. You also can use Scalex, a barrier coating used in copper enameling to protect the backside of enameled objects from oxidation in the kiln. Either one will work well.
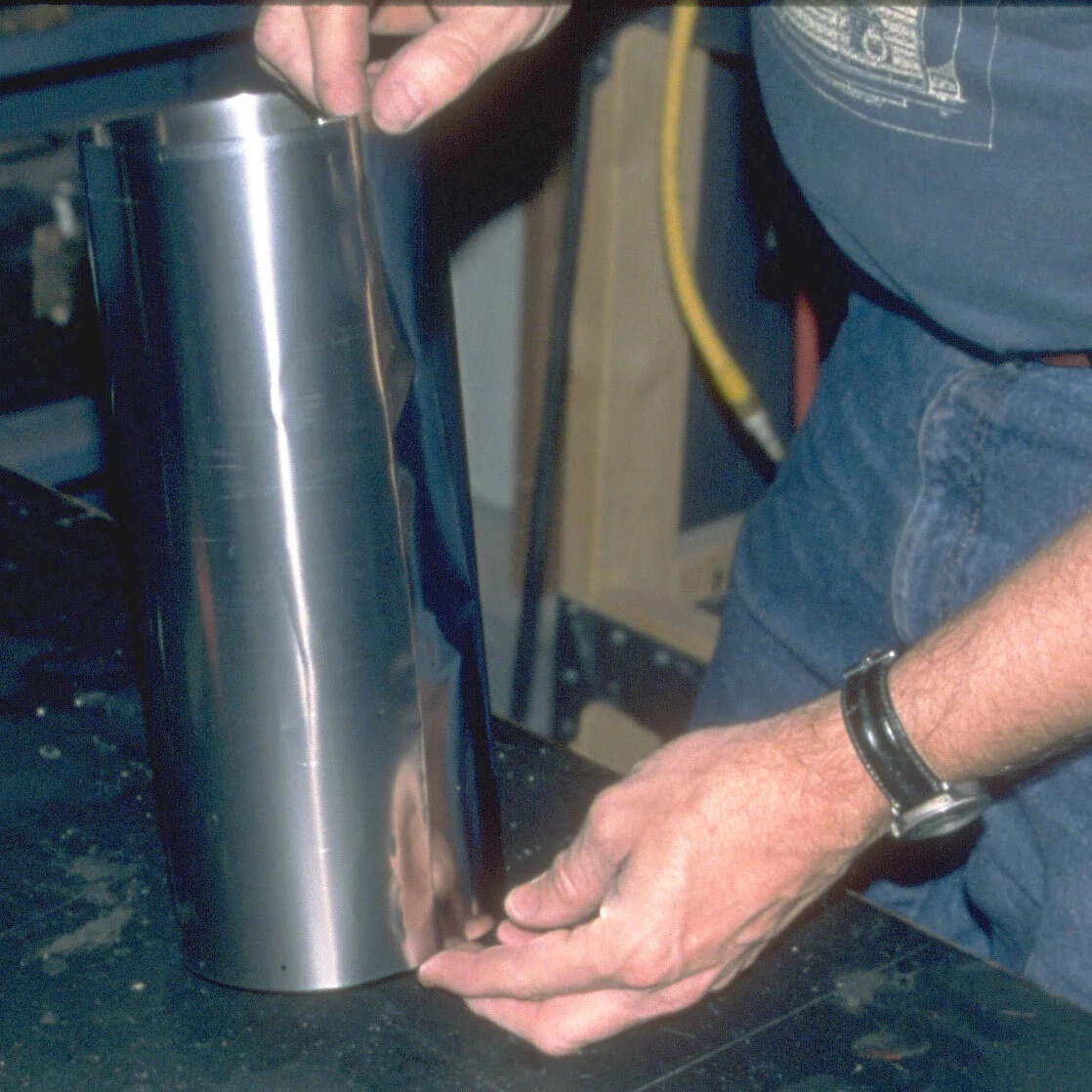
Stainless Steel Tool Wrap:
Tool wrap is used to make bags that are air tight to protect air-hardening tool steels from oxidation during heat treatment. It makes an excellent barrier to oxygen during mokume lamination. The torque plates and metal stack will be put in the bag along with the charcoal which will provide a reducing (no oxygen) atmosphere.
Tool wrap is a special alloy of stainless steel foil that will hold up to the high temperatures in the kiln and remain sealed. It is available in rolls that are 12 or 24 inches wide and 50 to 100 feet long. It can be purchased from machine tool supply companies. Be very careful when working with the tool wrap. It is .002" thick, or about twice the thickness of a sheet of paper, and can cut you like a knife.
Preparations
Select and cut the metal sheets you wish to laminate. The size and thickness of the sheets are determined by the size you need in your final piece of mokume. I have worked with sheets as small as 1" x 1/2" to as large as 3" x 3", and from 26-gauge to 1/4" thick. Unless you plan to hand-forge your billet, you should not make the stack any thicker than you can get into your rolling mill. Most hand-operated rolling mills are limited to 6mm (0.24") thickness or less.
Granular charcoal is very good at absorption, which is why it is used in filter systems. It is good at absorbing water vapor from the air, too. We do not want this water vapor in our sealed bag in the kiln so we must get rid of it. Place 2 measuring cups of the granular charcoal in a metal pan and heat it to 400°F (I use a flea-market toaster oven for this) to drive off the water that the charcoal has absorbed from the air. This takes at least 30 minutes. Let it remain in the 400°F oven until you are ready to use it.
Now you should clean and flatten the torque plates. This is best done on a disc sander but can be done by hand. You want to remove any oxide and indentations remaining from the last use on the sides facing the stack. You do not need to do anything to the other sides. You need a clean, smooth, and flat surface. Once you have the plates cleaned, paint the cleaned surface with a thin coating of yellow ochre or Scalex, then set them in a warm place to dry.
Cleaning and Stacking Equipment
The next step is to clean the metal. Cleaning is by far the most important step in the making of mokume. If you do not do a thorough job of cleaning, you will go through several hours of work only to have the stack fail to laminate properly. It is very important to pay close attention to what you are doing at this stage.
In my studio, I use three small plastic tubs to do the cleaning. The first tub is filled with a couple of quarts of distilled water; this is the scrubbing tub. The next tub is also filled with a couple of quarts of distilled water; it is the rinse tub. The third tub starts out dry but next to it I have a spray bottle filled with distilled water. The tubs and the spray bottle were bought new and are used only for cleaning mokume.
The Process:
Step 1:
Wash your hands with plain soap and water. Do not use any perfumed, lotion or moisturizing soaps as they will leave a film on your hands that will be transferred to the metal being cleaned. Rinse your hands well. Scrub and rinse a pair of copper pickle-pot tongs (I prefer the "fishtail" type) that you use only for cleaning mokume.
Step 2:
With your hands, pick up a sheet of metal to be cleaned and wet it in the scrubbing tub. Sprinkle it with the pumice and scrub it with a 3" square piece of ScotchBrite pad until all the surfaces are clean and bright. Do not neglect the edges of the sheet.
Step 3:
Grab the cleaned sheet with a pair of copper tongs and rinse it, first, in the scrubbing tub, then in the "rinse" tub. Make sure to open the tongs while they are in the rinse tub so that any pumice between the tongs and sheet is rinsed away. Once you pick the sheet up in the tongs, do not touch it with your hands.
Step 4:
Holding the sheet loosely over the final tub, spray it with the distilled water from the spray bottle. The water should form a flat, even sheet over the metal piece. If you notice any pulling away from the edges or beading up of the water, you have an area that is not clean. You need to back up and repeat steps 2 and 3. Once the sheet is sprayed off and is clean, do not let it come in contact with anything other than the tongs or the other cleaned sheets in the stack.
Step 5:
Dry the sheets with a blast of air from the blower. Be careful not to blow the sheet from between the tongs. You must also allow the air to get between the tongs and the sheet to dry that area as well. You may want to practice with some sheets that have not been cleaned yet. If you do lose control of a cleaned sheet, go back to step 2.
Step 6:
Stack the sheet on the bottom torque plate. Then get the next piece of metal to clean and go back to step 2.





Step 7:
Once all of the sheets are cleaned and stacked, place the top torque plate, barrier-coated side down, on top of the stack and tighten the bolts with the two wrenches.
Step 8:
Press the whole stack in a vise, or hydraulic press if you have one, and tighten the bolts again while the stack is under pressure. You will have the best results with even pressure on all of the bolts. This is best achieved with an automotive-type torque wrench. This type of wrench gives the user a "click" sound and feel when the preset torque is achieved. They are relatively expensive, so see if you can borrow one to learn with, then buy one later if you feel you will use it enough. When using a torque wrench, I set it for 90 foot-pounds. Set the stack in the torque plates aside until the next step is complete.
Step 9:
Make a tool wrap foil bag to hold the charcoal and torque plate stack. To make a bag, cut the foil with scissors to be 2" longer than the perimeter of the torque plates (e.g., 4" x 4" = 16" + 2" = 18") and 12" wide. Bring the ends of the foil rectangle together and double-fold the ends. Use a burnisher or roller to flatten the double-fold seam. Now form the foil into a tube, and check the fit of the torque plates inside. It will be easier to seal the ends and sit better in the kiln if you put creases in the tube to form a tube of square or rectangular section to match the shape of the torque plates. Then, double-fold the bottom end of the tube to form a bag. Use a rawhide mallet to flatten the bottom double-fold.
Step 10:
Take the charcoal out of the toaster oven. Place a small amount in the bottom of the foil bag. Put the billet in the torque plates in the bag and add enough charcoal to cover the torque plates; then, seal the top of the bag with a double-fold and mallet the fold closed.





Step 11:
Using tongs and fireproof gloves, place the bag with the plate stack inside the preheated kiln and allow it to heat soak for 8-12 hours. I laminate most of my gold-and-silver-alloy billets at 1400°F and copper-alloy billets containing no silver at 1500°F. (For more on firing temperatures, see the chart, Bonding Times and Temperatures, right.)
Step 12:
Turn off the kiln. Remove the bag, with billet, from the kiln and allow it to cool to room temperature. Open the foil bag. Use caution and wear leather gloves, as the foil is now much harder and more brittle than it was, and can cut you very easily. Remove the stack. Loosen the bolts and remove the billet from the torque plates.
Step 13:
Using a very coarse jeweler's saw blade or hacksaw, cut off the edges of the billet. I normally cut between 1/16” and 3/16”, depending on how carefully I cut and stacked the sheets. It is important to stack so you have as little metal to remove as possible. File the edges to remove saw marks.
Step 14:
Solder the edges of the billet using the highest-temperature silver solder as you can safely use. This will help reduce the chance for delamination in the early stages of reducing the billet’s thickness. If there is an alloy containing silver and copper in the billet, that usually means using a medium solder. Since some of the silver and copper have combined into the eutectic alloy, you do not want to heat the stack above 1432°F, which is its melting point. It is important to use a good flux and heat the billet carefully, as you can easily burn off the flux which makes it difficult to get the solder to flow. Handy flux or other brazing flux is much better for this type of heavy heating and soldering.
Remember that Handy flux and other brazing fluxes contain fluorides and proper ventilation is required for your protection.
If it appears that the flux is going to burn off before you reach the proper temperature, you can add more flux in the form of powdered borax. You can get borax in the laundry section of most supermarkets. A pinch of borax sprinkled on the hot metal will protect it from oxidation. This does not work well on cool metal, as the borax tends to bubble and flake off, but if the metal is above 1000°F, the borax will melt and flow to cover the metal and provide continuing protection. You can add more borax as needed. It will form a heavy coating that is difficult to remove. Use a sand blaster or boil it in pickle.
Step 15:
Reducing the billet's thickness should be done very gently during the initial stage. I normally use a rolling mill to do this. I do not reduce by more than five-tenths of a millimeter before annealing. On each pass through the mill I reduce by about one-tenth of a millimeter. I do this gentle rolling 3-5 times before getting more aggressive in reduction. The amount you can reduce the billet between annealing is something that takes experience to judge. I cannot give you a formula for this. Be conservative; it is much better to anneal too often than to delaminate the billet by over stressing it. When annealing you should not quench the mokume, as the stresses that are caused by the rapid cooling are too hard on the bonds in the laminate. You can delaminate a billet by quenching it if the lamination is not of the highest quality.
I use a high-velocity stream of cool air from a fan to cool the billet faster than just letting it sit. It is important to cool the metal fast to reduce the amount of precipitation hardening of the metal. Allowing them to heat-soak at temperatures below their annealing point can actually harden some alloys. This is called precipitation hardening or solution hardening.
You should only roll in one direction between annealing steps. As the laminate is rolled, stress is built up in one direction. If you cross roll, the stress builds up much higher than normal rolling and can cause the billet to delaminate or cause cracking of the alloys.
The laminate has a tendency to curl as it is rolled. With each pass through the mill, it will curl more. As it starts to get too curved, it can actually wrap around the rolls and be stuck there if the piece is longer than one half the circumference of the roll. The sheet can be quite difficult to remove without damaging the roll. I recommend flattening the laminate every couple of rolling/annealing cycles. I anneal the laminate and allow it to cool, then flatten with a dead-blow mallet or hydraulic press if the billet is too thick for hammering.
Reduce the billet to at least 50% of its original thickness, annealing as necessary.
At this point the patterning process described in Chapter 9 (Patterning) can begin.






NEW LAYERS — WHAT WE’VE LEARNED SINCE
James Binnion will present updates to electric kiln-fired mokume techniques here shortly.



FROM THE BOOK’S GALLERY
©2000-2019 STEVEN JACOB INC. All rights reserved. Copyrighted materials – no portion to be reproduced without written permission from STEVEN JACOB INC.